How Molecular Sieve Optimizes Natural Gas Processing Efficiency
Molecular sieve for natural gas is a critical adsorbent material in the energy and petrochemical industries. It is widely used in natural gas dehydration, CO2 removal, H2S removal, LNG pre-treatment, and NGL recovery, ensuring that natural gas meets pipeline specifications, industrial standards, and cryogenic processing requirements.
With natural gas often containing water vapor, CO2, H2S, heavy hydrocarbons, and trace impurities, untreated gas can cause:
- Pipeline corrosion
- Hydrate formation
- Cryogenic freeze-up in LNG plants
- Reduced heating value
- Catalyst poisoning in chemical plants
- Operational instability in downstream processes
Molecular sieve is used in gas adsorption units to selectively remove water and acid gases, making the gas suitable for pipeline transmission, LNG liquefaction, and industrial processing.
This article presents a practical case analysis showing how molecular sieve improves natural gas processing, highlighting real-world performance, benefits, and best practices.
Background of the Application Case
A midstream natural gas processing facility in a region with high CO2 and H2S content faced challenges with:
- Meeting pipeline moisture specifications (<1 ppm water)
- Reducing CO2 and H2S to acceptable levels for downstream users
- Ensuring stable LNG pre-treatment for cryogenic liquefaction
- Avoiding equipment freeze-up and corrosion
Previously, the plant relied on conventional desiccants and chemical absorption, but these methods caused:
- High operating cost
- Frequent replacement and maintenance
- Process instability
- Limited efficiency in high-pressure conditions
To improve reliability and reduce operating expenses, the facility adopted molecular sieve adsorption units.
Molecular Sieve Solution
The plant used a layered molecular sieve bed system, with:
- 4A molecular sieve for deep dehydration (moisture removal)
- 13X molecular sieve for CO2 and H2S adsorption (acid gas removal)
- Optimized bed height and cycle timing for PSA/TSA regeneration
- High mechanical strength sieve beads to withstand high-pressure gas flow
This configuration allowed:
- Efficient water removal down to pipeline dew point requirements
- CO2 and H2S levels reduced to pipeline and LNG specifications
- Stable operation in high-pressure feed gas conditions
- Continuous operation with minimal maintenance
Process Operation
Step-by-Step:
- Feed Gas Compression: Raw natural gas is compressed to design operating pressure.
- Pretreatment: Gas passes through:
- Particulate filters
- Coalescing filters for liquid hydrocarbon and water removal
- Stabilized pressure control system
- Adsorption Tower A: Molecular sieve selectively adsorbs:
- Water vapor (4A sieve)
- CO2 and H2S (13X sieve)
- Adsorption Tower B: Regenerates while Tower A continues adsorption, ensuring continuous operation.
- Product Gas: Dry, purified natural gas exits for pipeline transmission, LNG liquefaction, or petrochemical use.
This cyclic PSA/TSA process allows continuous natural gas processing without downtime.
Performance Results
After commissioning, the plant observed:
- Moisture content <1 ppm, meeting pipeline dew point requirements
- CO2 reduced to <2%, H2S reduced to <4 ppm, suitable for LNG feed
- Continuous, uninterrupted gas supply for downstream units
- Lower energy consumption compared with chemical absorption methods
- Extended service life of downstream compressors and cryogenic equipment
Operational benefits included:
- Reduced maintenance frequency
- Stable gas quality for LNG and NGL recovery
- Lower chemical usage and disposal costs
- Energy savings due to more efficient regeneration cycles
- Improved overall plant reliability
Key Advantages of Molecular Sieve in Natural Gas
- Deep Dehydration: Achieves very low water content for pipelines and cryogenic systems.
- CO2 and H2S Removal: Effective acid gas adsorption protects equipment and meets gas specs.
- Stable Performance: Consistent adsorption capacity ensures continuous high-quality gas.
- High Mechanical Strength: Resists attrition and maintains performance under high-pressure cycles.
- Energy Efficiency: Faster adsorption/desorption cycles reduce compressed air or feed gas energy consumption.
- Long Service Life: High-quality molecular sieve minimizes frequent replacement.
- Flexible Design: Layered beds can be tailored for dehydration, acid gas removal, or combined treatment.
Lessons Learned from This Case
- Pretreatment is critical: Liquid hydrocarbon and dust must be removed to avoid adsorbent fouling.
- Bed layering improves performance: Using 4A + 13X molecular sieve in sequence maximizes water and acid gas removal.
- Regeneration control affects energy use: Optimized PSA/TSA cycles reduce energy and extend sieve life.
- Mechanical strength is important: High-pressure natural gas can cause sieve attrition if bead quality is low.
This case demonstrates that selecting the right molecular sieve and proper system design can greatly improve natural gas processing efficiency and reliability.
Industries Using Molecular Sieve for Natural Gas
- Pipeline gas treatment
- LNG liquefaction plants
- NGL recovery facilities
- Petrochemical feed purification
- Industrial gas production
- Biogas upgrading to pipeline quality
In all these applications, molecular sieve ensures:
- High-quality dry gas
- Reduced contaminants
- Equipment protection
- Reliable long-term operation
Choosing the Right Molecular Sieve
Key considerations:
- Gas composition: Water, CO2, H2S, hydrocarbons
- Operating pressure and temperature
- Required dew point and purity
- Cycle type (PSA or TSA)
- Mechanical strength of beads
- Energy efficiency and regeneration method
- Service life and maintenance frequency
For most high-CO2 natural gas streams:
- 4A sieve → water removal
- 13X sieve → CO2 and H2S adsorption
- Layered or mixed beds → customized treatment
Related Articles
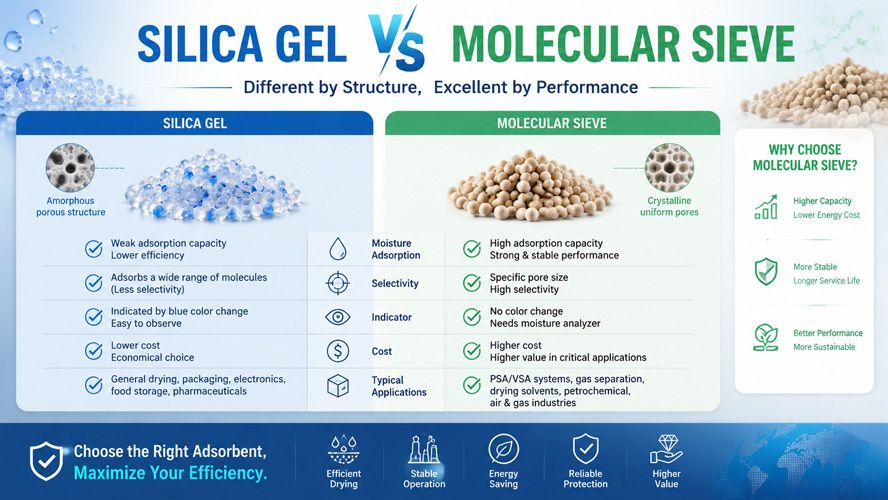
Silica Gel vs Molecular Sieve: Key Differences, Uses & Which to Choose

Molecular Sieve in Petrochemical Industry: Case Analysis for Hydrocarbon Separation, Dehydration, and Catalyst Protection