Activated Alumina for Purification
High-performance activated alumina (γ-Al₂O₃) adsorbent and desiccant for industrial gas/liquid drying, water defluoridation, and purification. White spherical beads with high surface area (≥300 m²/g), excellent crush strength, and full thermal regenerability. Available in multiple particle sizes for compressed air dryers, water treatment, and catalyst carrier applications.
Get QuoteKey Attributes
- High specific surface area (≥300 m²/g) with multi-level pore structure (micro 2-5nm + meso 5-50nm) for rapid and efficient moisture adsorption
- Strong polar adsorption affinity—selectively attracts water molecules, alcohols, acetic acid, and other polar compounds while ignoring non-polar hydrocarbons
- Full thermal regenerability—heating to 177-316°C drives off adsorbed moisture, restoring >95% capacity for thousands of cycles
- High mechanical strength (≥150 N/particle at 3-5mm) minimizes pulverization, dust generation, and pressure drop in fixed-bed systems
- No softening, swelling, or cracking when soaked in water—maintains structural integrity in liquid-phase applications
- Excellent chemical stability across pH 4-9 range, resistant to acid and alkali attack in industrial process streams
- Uniform spherical bead shape ensures consistent flow distribution, low pressure drop, and predictable breakthrough curves
- High affinity for fluoride ions—removes excess fluoride from drinking water to meet WHO and national safety standards
Applications
- Compressed air dryer systems (TSA/PSA) for industrial gas and instrument air drying to dew point -40°C to -70°C
- Drinking water defluoridation in high-fluoride regions—reduces fluoride to below WHO guideline of 1.5 mg/L
- Deep drying of cracked gas, ethylene, propylene, and hydrogen in petrochemical processing
- Air separation unit (ASU) feed air pre-drying to protect downstream molecular sieves
- Catalyst carrier for H₂O₂ (hydrogen peroxide) production via anthraquinone process
- Adsorption of H₂S, SO₂, HF, and paraffin pollutants from waste gas streams
- Transformer oil and lubricant purification—removes trace moisture and acid contaminants
- Natural gas and LPG dehydration for pipeline transportation and storage
- Pharmaceutical and food packaging desiccant—keeps products dry during storage and transit
- Protective guard bed layer upstream of molecular sieves to extend their service life and reduce operating costs
Product Description
What is Activated Alumina for Purification?
Activated alumina is a highly porous, high-surface-area form of aluminum oxide (γ-Al₂O₃) manufactured by thermal activation of aluminum hydroxide precursors. The resulting material features a multi-level pore network with micropores (2-5 nm) and mesopores (5-50 nm), creating a specific surface area of ≥300 m²/g—equivalent to over 3,000 square meters per gram of material.
Unlike zeolite molecular sieves that rely on uniform crystalline micropores, activated alumina offers a broader pore size distribution that makes it versatile for multiple purification functions: as a high-capacity desiccant for gas and liquid drying, as a selective adsorbent for polar contaminants (water, fluoride, H₂S, SO₂), and as a catalyst carrier in chemical synthesis processes.
The key advantages of activated alumina over other desiccants include superior mechanical strength, full thermal regenerability, and excellent performance in the presence of liquid water—unlike silica gel, activated alumina maintains its structural integrity when exposed to moisture condensation, making it the preferred choice for compressed air dryers and water treatment systems.
For a deeper look at how activated alumina compares to silica gel and molecular sieve, and how to choose the right grade, see our guide: What is Activated Alumina?
Key Benefits
- High adsorption capacity: Static water adsorption ≥17 wt% at 60% RH, with dynamic capacity sufficient to reduce air dew points to -40°C to -70°C in industrial dryer systems
- Polar selectivity: Strong affinity for polar molecules (H₂O, HF, alcohols, organic acids) while allowing non-polar hydrocarbons to pass through—ideal for selective purification without product loss
- Full thermal regenerability: Heating to 177-316°C (350-600°F) for 2-4 hours drives off adsorbed moisture and restores >95% of original capacity, enabling thousands of service-regeneration cycles
- Exceptional mechanical strength: Crushing strength ≥150 N/particle (3-5mm size) with attrition loss ≤1%, minimizing dust generation, bed compaction, and pressure drop increases over time
- Water-resistant: Unlike silica gel, activated alumina does not soften, swell, crack, or dissolve when exposed to liquid water—safe for direct contact with water in defluoridation and liquid-phase drying
- Multi-functional platform: Single material serves as desiccant, defluoridation agent, adsorbent for acid gases, and catalyst carrier—simplifying procurement and inventory management
- Uniform spherical form: Smooth, uniform beads ensure even flow distribution, predictable breakthrough curves, and low pressure drop in fixed-bed adsorber vessels
- Long service life: Typical operational lifespan of 3-8 years depending on application, regeneration frequency, and operating conditions
Product Specifications Detail
Chemical Composition
Activated alumina consists primarily of γ-phase aluminum oxide (γ-Al₂O₃) with the molecular formula Al₂O₃·nH₂O where n ranges from 0 to 0.8. The typical chemical composition includes:
- Al₂O₃: ≥93 wt% (high-purity grade)
- Na₂O: ≤0.3 wt% (low sodium to prevent catalyst poisoning)
- SiO₂: ≤0.02 wt%
- Fe₂O₃: ≤0.02 wt%
The low alkali content (Na₂O ≤0.3%) is critical for catalyst carrier applications where sodium can poison active metal sites.
Physical Properties
- Surface Area: ≥300 m²/g (BET, N₂ adsorption)
- Pore Volume: 0.35-0.45 ml/g (N₂ adsorption)
- Bulk Density: 0.68-0.75 g/ml (Tap density)
- Attrition Loss: ≤1.0% (Ball milling method)
- LOI (1000°C): ≤8% (Gravimetric)
Available Particle Sizes
- 1.6-2.5mm: Crushing strength ≥70 N/particle — typical application: catalyst carrier, fine filtration, laboratory
- 3-5mm: Crushing strength ≥150 N/particle — typical application: general desiccant, defluoridation, compressed air dryers
Applications
Compressed Air Drying (TSA/PSA Systems)
Activated alumina is the industry-standard desiccant for compressed air dryers in both Thermal Swing Adsorption (TSA) and Pressure Swing Adsorption (PSA) configurations. In twin-tower dryer systems:
- Tower A (Adsorption): Wet compressed air (dew point 40-80°C) passes through the activated alumina bed. Polar water molecules are selectively adsorbed onto the high-surface-area γ-Al₂O₃, reducing dew point to -40°C to -70°C (ISO 8573.1 Class 1-2)
- Tower B (Regeneration): 5-15% of dried air is heated to 180-220°C and passed in reverse through the saturated bed, driving off adsorbed moisture and restoring capacity
- Cycle Switching: Towers switch every 4-10 minutes for continuous dry air supply
The multi-level pore structure (micro 2-5nm + meso 5-50nm) enables rapid water diffusion (completion within 30 seconds at 0.7 MPa), while high crush strength (≥150 N at 3-5mm) prevents pulverization during frequent pressure cycling. In deeper-drying setups, activated alumina is often paired downstream with PSA nitrogen generation using carbon molecular sieve for applications requiring both bulk moisture removal and gas separation.
Drinking Water Defluoridation
In regions with naturally high fluoride levels (>1.5 mg/L), activated alumina serves as an effective and economical defluoridation medium. The mechanism involves:
- Ion exchange: Fluoride ions (F⁻) in water are exchanged with hydroxyl groups (OH⁻) on the activated alumina surface
- Adsorption: Fluoride is chemisorbed onto aluminum hydroxide surface sites
- Regeneration: Spent media is regenerated with 0.1-0.5% NaOH solution followed by acid rinse (H₂SO₄ or HCl) to restore pH
Activated alumina achieves fluoride removal capacity of 1-5 mg F/g of media, with typical contact time of 2-5 minutes at filtration rates of 2-5 gpm/ft². The defluoridation selectivity is high, with activated alumina preferentially adsorbing fluoride over competing ions (Cl⁻, SO₄²⁻).
Catalyst Carrier (H₂O₂ Production)
In the anthraquinone process for hydrogen peroxide (H₂O₂) manufacturing, activated alumina serves as the catalyst carrier for the working solution. Key requirements met by activated alumina:
- High surface area (≥300 m²/g) for uniform catalyst distribution
- Appropriate pore structure (macropore >750Å) for mass transfer of large organic molecules
- Low sodium content (Na₂O ≤0.3%) to prevent catalyst deactivation
- Chemical stability in organic solvents (trioctyl phosphate/aromatic hydrocarbon mixtures)
Acid Gas & Pollutant Adsorption
Activated alumina effectively adsorbs acid gases and polar pollutants from industrial gas streams:
- H₂S removal: From natural gas, biogas, and syngas streams
- SO₂ adsorption: From flue gas and roasting off-gases
- HF capture: From aluminum smelter exhaust and phosphoric acid production
- Paraffin removal: From gas streams in petrochemical processing
The polar surface chemistry of γ-Al₂O₃ creates strong chemisorption bonds with acidic and polar molecules, while non-polar hydrocarbons pass through with minimal adsorption.
Guard Beds & Protective Layers
Activated alumina is widely used as a guard bed upstream of carbon molecular sieve and other sensitive adsorbents:
- Liquid water protection: Prevents liquid water from reaching expensive molecular sieve beds that would be damaged by condensation
- Pre-filtration: Removes bulk moisture, oil aerosols, and particulates before precision drying stages
- Extended downstream life: Reduces regeneration frequency and extends service life of downstream adsorbents by 2-3x
- Cost reduction: Activated alumina costs 30-50% less than molecular sieves, making it economical as a sacrificial pre-layer
Air separation units (ASU) commonly use activated alumina to pre-dry feed air before it reaches the oxygen generator molecular sieve beds, protecting the more expensive Li-LSX/13X media from moisture damage.
Selection Guide
By Application
- Compressed air drying: Recommended size 3-5mm or 4-6mm — key specification: high crush strength, high surface area
- Water defluoridation: Recommended size 1-3mm or 3-5mm — key specification: high fluoride capacity, fast kinetics
- Catalyst carrier: Recommended size 2-3mm or 3-5mm — key specification: large pores, low Na₂O
- Gas drying (H₂, N₂, O₂): Recommended size 3-5mm or 4-6mm — key specification: high adsorption capacity
- Guard bed protection: Recommended size 4-6mm or 5-7mm — key specification: high mechanical strength
By Regeneration Method
- TSA (Thermal Swing): Heat to 177-316°C for 2-4 hours. Best for deep drying applications requiring dew points below -40°C
- PSA (Pressure Swing): Depressurize to near atmospheric. Faster cycle but shallower drying. Suitable for dew points -20°C to -40°C
- Combined TSA+PSA: Best performance with lowest energy consumption per unit of water removed
By Gas/Liquid Type
- Air, N₂, O₂, CO₂: Standard activated alumina (γ-phase, ≥300 m²/g)
- Natural gas, hydrocarbons: Low-sodium grade (Na₂O ≤0.2%) to prevent catalytic side reactions
- Water (liquid phase): Defluoridation grade with optimized pore structure for ion exchange
- H₂O₂ working solution: High-purity, macroporous grade for catalyst carrier
Packaging & Shipping
We offer flexible packaging and shipping options to suit your project scale and logistics requirements.
Standard Packaging:
- 25 kg drums (moisture-proof, suitable for trial orders and small batches)
- 150 kg steel drums (standard bulk packaging for industrial orders)
- 500 kg super sacks (most popular for industrial bulk orders)
- 1000 kg jumbo bags (for large-scale projects)
- Custom packaging available on request
Minimum Order Quantity (MOQ):
- 1 ton (entry-level orders accepted — perfect for first-time customers)
- 5+ tons (standard bulk orders)
- Container-level supply for long-term partnerships
Container Loading Capacity:
- 20'GP container: 18-20 tons (palletized)
- 40'GP container: 22-24 tons (palletized)
- 40'HQ container: 24-26 tons
Loading Ports: We ship from major Chinese ports based on your requirements: Shanghai, Qingdao, Tianjin, Ningbo, and Shenzhen.
Lead Time:
- Stock orders: 7-15 days from payment confirmation
- Made-to-order: 20-30 days
Shipping Terms: FOB / CIF / CFR / EXW — flexible based on your destination and preferences.
Documents & Certificates
We provide complete documentation for every order:
📄 Technical Data Sheet (TDS) — Confirmed with you during product selection, ensuring exact specifications match your application requirements.
📄 Safety Data Sheet (SDS) — Provided before shipment, meeting all international transportation and handling standards.
📄 Certificate of Analysis (COA) — Issued for each production batch, delivered with your shipment for full quality traceability.
Additional documents available on request: Certificate of Origin (COO), Packing List, Commercial Invoice, Third-party Inspection Report (SGS / BV), Form E (for Middle East destinations with applicable tariff benefits).
Safety and Handling
Storage
- Store in sealed containers or bags in a dry, well-ventilated area
- Protect from rain, moisture, and humidity—activated alumina will adsorb atmospheric water over time
- Keep away from strong acids, alkalis, and reactive chemicals
- Shelf life is indefinite if kept dry; once exposed to moisture, regenerate before use
Handling
- Wear dust mask (N95), safety glasses, and gloves when handling
- Avoid inhalation of fine dust—activated alumina may cause mild respiratory irritation
- Non-toxic and non-hazardous; safe for contact with drinking water
- Dispose of as non-hazardous waste; can be regenerated or landfilled
Regeneration Procedure
- Heat saturated activated alumina to 177-316°C (350-600°F) in an oven or kiln
- Maintain temperature for 2-4 hours (longer for larger particles or heavy loading)
- Ensure adequate ventilation to carry away desorbed moisture
- Cool in sealed container to prevent re-adsorption of atmospheric moisture
- Regenerated material is ready for reuse
- Typical regeneration cycles: >1,000 cycles with <20% capacity loss over service life
Frequently Asked Questions
What is the difference between activated alumina and molecular sieve? Activated alumina (γ-Al₂O₃) has a broad pore size distribution (micro + mesopores) and works by polar adsorption, making it excellent for bulk water removal and liquid-phase applications. 13X molecular sieve and other zeolites have uniform crystalline micropores (3Å, 4Å, 5Å, 13X) that provide size-selective adsorption and deeper drying (dew point -100°C). In practice, they are often used together—activated alumina as a pre-layer to remove bulk moisture, followed by molecular sieve for precision deep drying.
How long does activated alumina last? Service life depends on the application and regeneration practices:
- Compressed air drying: 3-8 years with proper regeneration
- Water defluoridation: 5-10 years with periodic chemical regeneration
- Catalyst carrier: Can last the lifetime of the catalyst (5+ years) Key factors affecting lifespan include regeneration temperature (avoid overheating >400°C), exposure to liquid water (activated alumina handles it well, unlike silica gel), and presence of contaminants (oil, silicones can permanently block pores).
Can activated alumina remove fluoride from water? Yes, activated alumina is one of the most effective and economical media for drinking water defluoridation. It removes fluoride by ion exchange and chemisorption, achieving residual fluoride levels below 0.5 mg/L (well within WHO guideline of 1.5 mg/L). Regeneration is performed with dilute NaOH followed by acid rinse. Typical fluoride removal capacity is 1-5 mg F per gram of media.
What regeneration temperature is required? The standard regeneration temperature range is 177-316°C (350-600°F). Most industrial compressed air dryers operate with regeneration at 180-220°C for 2-4 hours. The exact temperature depends on the specific activated alumina grade, the desired residual moisture level, and the regeneration gas flow rate. Higher temperatures provide deeper regeneration but consume more energy.
Is activated alumina safe for drinking water? Yes, activated alumina is widely used worldwide for municipal and household water defluoridation. It is non-toxic, insoluble in water, and does not release harmful substances. Many commercial activated alumina products are certified to NSF/ANSI Standard 61 for drinking water contact (check with supplier for specific certification). The aluminum leaching is minimal (<0.05 mg/L) and well within drinking water safety limits. The U.S. Environmental Protection Agency (EPA) lists activated alumina as a "Best Available Technology" (BAT) for fluoride removal.
Need a Custom Solution?
For bulk pricing and grade recommendation, please send your gas/liquid type & purity requirements to us. Our technical team will get back to you within 24 hours with a tailored solution.
Technical Specifications
| Al₂O₃ Content | ≥93 wt% |
| Na₂O Content | ≤0.3 wt% |
| Crystal Phase | γ-Al₂O₃ (Gamma Alumina) |
| Molecular Formula | Molecular Formula |
| Specific Surface Area | ≥300 m²/g (BET, N₂ adsorption) |
| Pore Volume | 0.35-0.45 ml/g |
| Bulk Density | 0.68-0.75 g/ml (0.68-0.72 g/ml typical) |
| Loss on Ignition (LOI) | ≤8 wt% (300-1000°C) |
| Static Water Adsorption (RH 60%) | ≥17 wt% |
| Particle Size Range | 1.6-2.5mm, 3-5mm |
| Crushing Strength (3-5mm) | ≥150 N/particle |
| Crushing Strength (1.6-2.5mm) | ≥70 N/particle |
| Attrition Loss | ≤1.0 wt% |
| Regeneration Temperature | 177-316°C (350-600°F) |
| Appearance | White spherical beads, odorless, insoluble in water |
| CAS No. | 1344-28-1 (Aluminum Oxide) |
Related Products
Carbon Molecular Sieve for Nitrogen Generation (CMS)
High-performance carbon molecular sieve (CMS) for PSA nitrogen generators. Uniform micropore distribution (0.3-0.5nm) ensures efficient oxygen-nitrogen separation. Delivers 95-99.999% nitrogen purity with 3-5 year service life. Bulk supply for industrial buyers worldwide.
13X Molecular Sieve (Sodium X Type)
Sodium-type 13X molecular sieve with 10Å pore size for air separation pre-purification, natural gas sweetening, solvent recovery, and industrial gas drying. High adsorption capacity, industrial-grade performance.

Oxygen Generator Molecular Sieve (13X & Li-LSX)
Premium oxygen generator molecular sieve for PSA/VPSA oxygen generators and medical oxygen concentrators. Available in 13X sodium type and Li-LSX lithium type — high N₂ adsorption capacity, excellent N₂/O₂ selectivity, and 3-5 year service life. Bulk supply with MOQ from 1 ton, serving industrial buyers across the Middle East.
Related Applications

Molecular Sieve for Natural Gas: Applications in Dehydration, CO2 Removal, LNG Pre-Treatment, and Gas Purification
Natural gas requires molecular sieve at nearly every purification stage — from bulk dehydration to the ppm-level purity needed for LNG production. This case covers four core applications (dehydration, CO2/H2S removal, LNG pre-treatment, and gas purification) with the sieve type, specifications, and supply details for each.
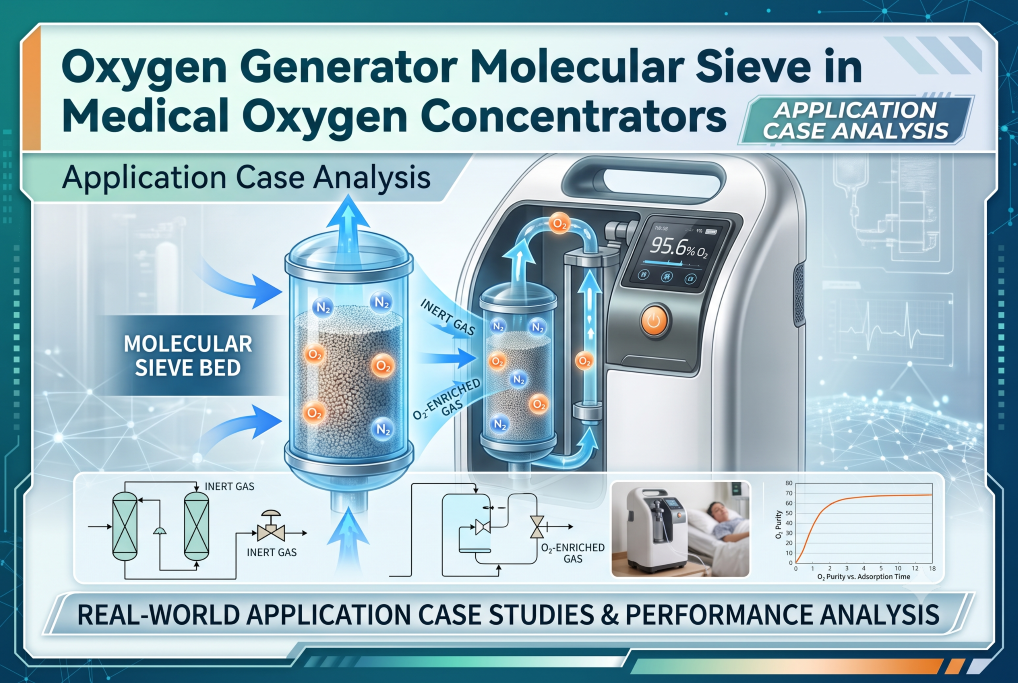
Oxygen Generator Molecular Sieve in Medical Oxygen Concentrators: Application Case Analysis
Oxygen generator molecular sieve is the core technology inside every medical oxygen concentrator. This case analysis covers how PSA-based concentrators work, why sieve quality is critical for patient safety, and key selection factors for medical-grade applications.